- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Laser ebaketa makinek xafla galbanizatua, kobrea eta aluminiozko materialak kudeatu al ditzakete?
2025-02-08
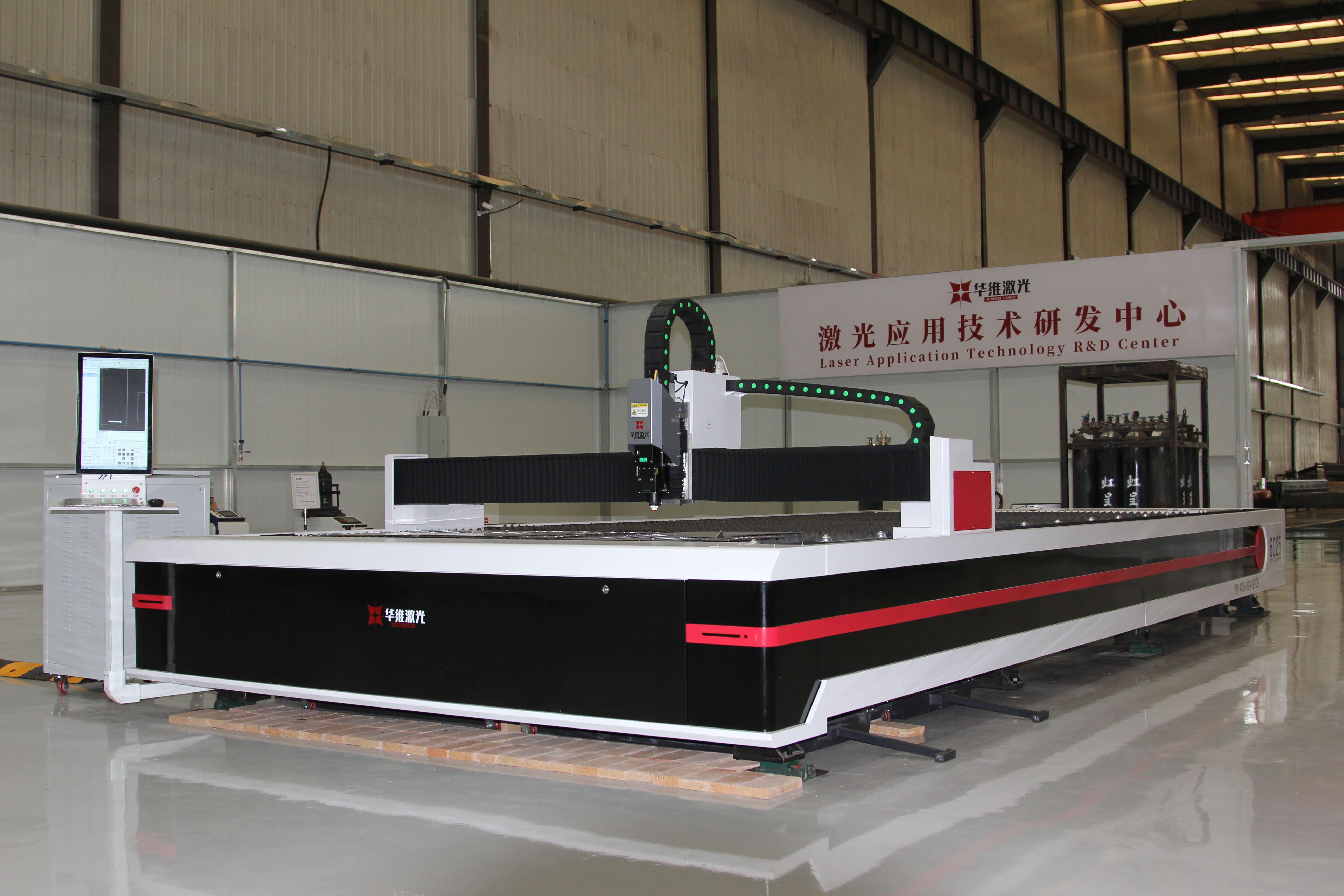
Islatze eta eroankortasun termikoa dela eta, material islatzaileen eta aluminiozko material islatzaileen laser bidezko ebaketa tradizionalek zenbait erronka aurkezten dituzte, hala nola laserren hausnarketa ekipamendu kaltegarriak eta ebaketa ezegonkorrak. Hala ere, laser teknologiaren etengabeko aurrerapenarekin, laser bidezko ebaketa-makina modernoak material horiek modu eraginkorrean eta egonkortasunez prozesatu ditzake.
Laser mozteko teknologia modernorako irtenbideak
1. Ekipamendu parametroaren doikuntza
• Potentzia hautatzea:Orri galbanizatuak, potentzia ertaineko eta baxuak, normalean, zinka geruza tenperatura altuetan bortizki lurruntzea ekiditeko eta zipriztinezko kopuru handia ekoizteko erabiltzen dira, eta horrek ebaketa kalitatearen eta ekipoen bizitzan eragiten du. Kobrea eta aluminioa moztean, laserrentzako xurgapen tasa baxuak dituztelako, potentzia handiko laser iturriak materialak urtzeko eta lurruntzeko energia nahikoa behar dute, ebaketa ongi lurruntzeko.
• Pultsu maiztasuna:Xafla galbanizatuak moztean, pultsu maiztasun handiagoa erabil daiteke laser-energia materialaren gainean modu berdinean jokatzeko eta bero-kaltetutako eremua murrizteko. Kobrea eta aluminioa bezalako material islatzaileak direla eta, pultsu maiztasun baxuagoak izaten dira normalean pultsu bakar baten energia handitzeko eta materiala barneratzeko gaitasuna hobetzeko.
• Ebaketa abiadura:Xafla galbanizatuaren abiadura moderatua izan behar da. Azkar bada, agian ez da moztuko. Geldoegia bada, zinka geruza gehiegi urtu eta lurrundu egingo da. Kobrearen eta aluminioaren ebaketa abiadura arrunta baino azkarragoa izan behar da materialaren gainazalean, materialaren gainazalean murrizteko eta gehiegizko urtzea eta deformazioa ekiditeko.
2. Gas osagarria erabiltzea
• Gas mota:Aire konprimitua edo nitrogenoa maiz erabiltzen da xafla galbanizatua mozteko. Aire konprimituak zepak eragin ditzake, eta nitrogenoak ebaki gainazalaren oxidazioa ekidin dezake. Kobrea eta aluminioa moztean, garbitasun handiko nitrogenoa edo argona erabiltzen da orokorrean, eta horrek hobekuntza-materialen oxidazio erreakzioa eragozten du ebaketa prozesuan zehar eta ebaki gainazalaren kalitatea hobetzen du.
• Gasaren presioa:Xafla galbanizatua moztean, gasaren presioa 0,5-1.0MPa da orokorrean. Kobre eta aluminiozko materialentzat, urtzearen ondoren, jariakortasun ona dela eta, gasaren presio handiagoa behar da, normalean 1.0-2.0MPA, material urtua ebaketa eremutik azkar piztu daitekeela ziurtatzeko.
3. Bide sistema optikoa mantentzea
• Lenteen garbiketa:Garbitu aldian-aldian garbiketa tresna bereziak eta erreaktibo bereziak, islatzaile handiko materialak moztean sortutako zipriztinak eta hautsak saihesteko lenteetara atxikitzea eta laserra transmisioa eta fokatze efektuak eragiteko.
• Bidearen kalibrazio optikoa:Bide-sistema optikoa egiaztatu eta kalibratu, laserra-izpiak materialaren gainazalean zehaztasunez bideratu daitekeela ziurtatzeko, energia-erabilera hobetzeko eta bide optikoen desbideratzeak eragindako kalitate arazoak murrizteko.
4. Pretratment Material
• Gainazal garbiketa:Ebaki aurretik, beharrezkoa da petrolioa, hautsa eta eskala, oreka, kobrea eta aluminioa, kobrea eta aluminioa, laser bidezko xurgapen tasa hobetzeko eta ebaketa-kalitatea hobetzeko.
• Estaldura xurgatzailea:Materialaren gainazalean laser-xurgapen tasa altuarekin estaldura geruza batek estaldurari laser energetikoaren xurgapena hobetu dezake eta ebaketa-efektua hobetu dezake.
Ekipoen parametroak optimizatuz, gas osagarri egokiak hautatuz, bide optikoaren sistema mantenduz, eta tratatzeko materialak mantenduz, laser bidezko ebaketa-makina modernoak modu eraginkorrean eta modu errazean prozesatu ditzake material galbanizatuak, kobrea eta aluminioa. Enpresek hausnarketa eta potentzia handiko laser bidezko ekipamenduak aukeratu ditzakete beren beharren arabera, eta prozesuko parametroak optimizatu, ebaketa kalitatearen eta ekoizpenaren eraginkortasuna hobetzeko.